Ejemplo de materiales termoeléctricos mediante la aleación mecánica
El silicio y el germanio son materiales semiconductores básicos que han revolucionado el desarrollo de los dispositivos electrónicos, incluidas las células fotovoltaicas y los transistores. Al variar las proporciones de Si y Ge se pueden modificar las propiedades de estas aleaciones, lo que afecta al tamaño atómico, las diferencias de masa y las bandas prohibidas.
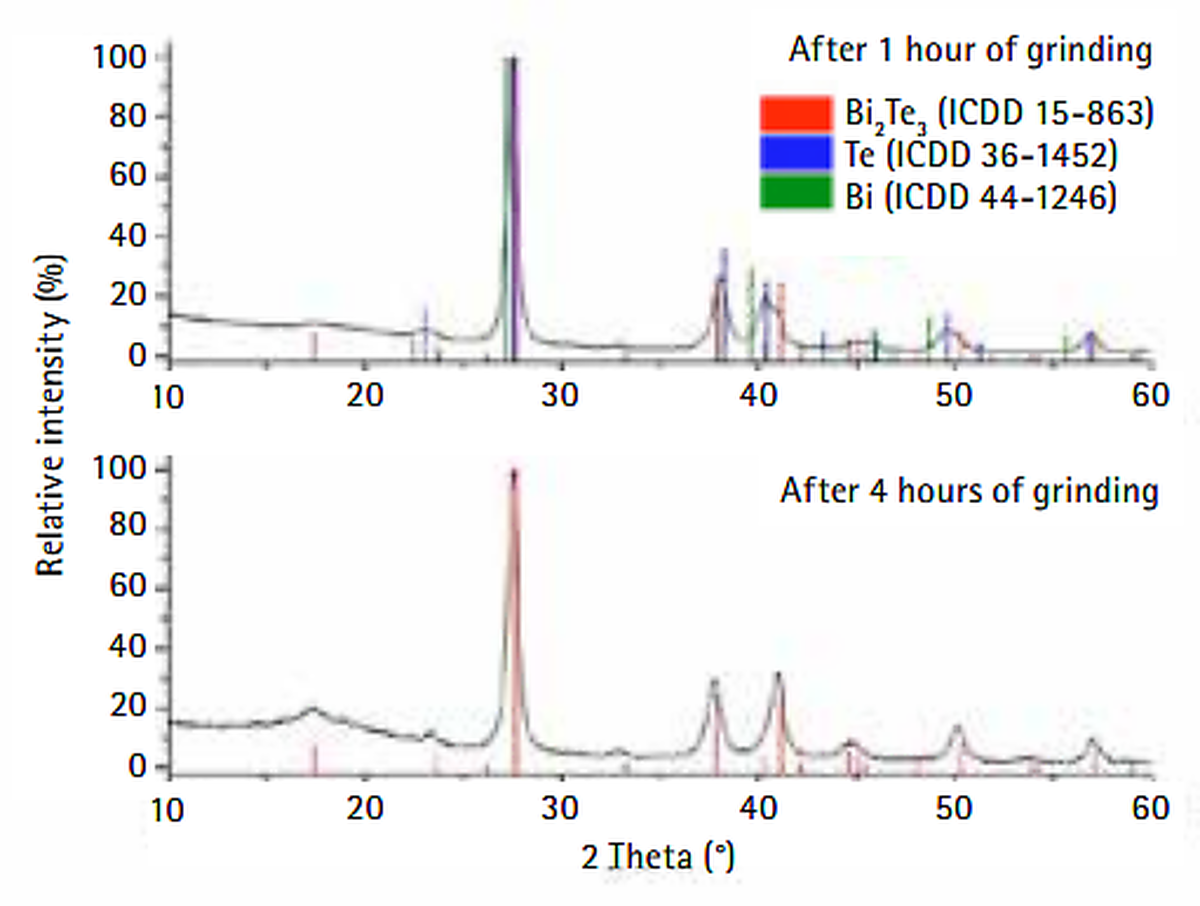
Las aleaciones termoeléctricas compuestas de Si y Ge se utilizan en los termogeneradores radioisotópicos de las misiones espaciales para alimentar las sondas y los instrumentos espaciales. En el caso de aplicaciones comerciales termoeléctricas, los materiales con telururo de bismuto (Bi2Te3) son fundamentales dada su gran eficacia de conversión. Las celdas Peltier de telururo de bismuto se emplean en sistemas de refrigeración. Antes se utilizaban molinos planetarios de bolas en la aleación mecánica de Si y Ge, pero presentaban varios problemas. El nuevo molino de bolas de alta energía Emax resuelve estos problemas al evitar que el material se pegue a altas velocidades, así no se requieren pausas prolongadas y se reduce el tiempo total del procesamiento. La tecnología del Emax facilita un procesamiento eficiente y más rápido.
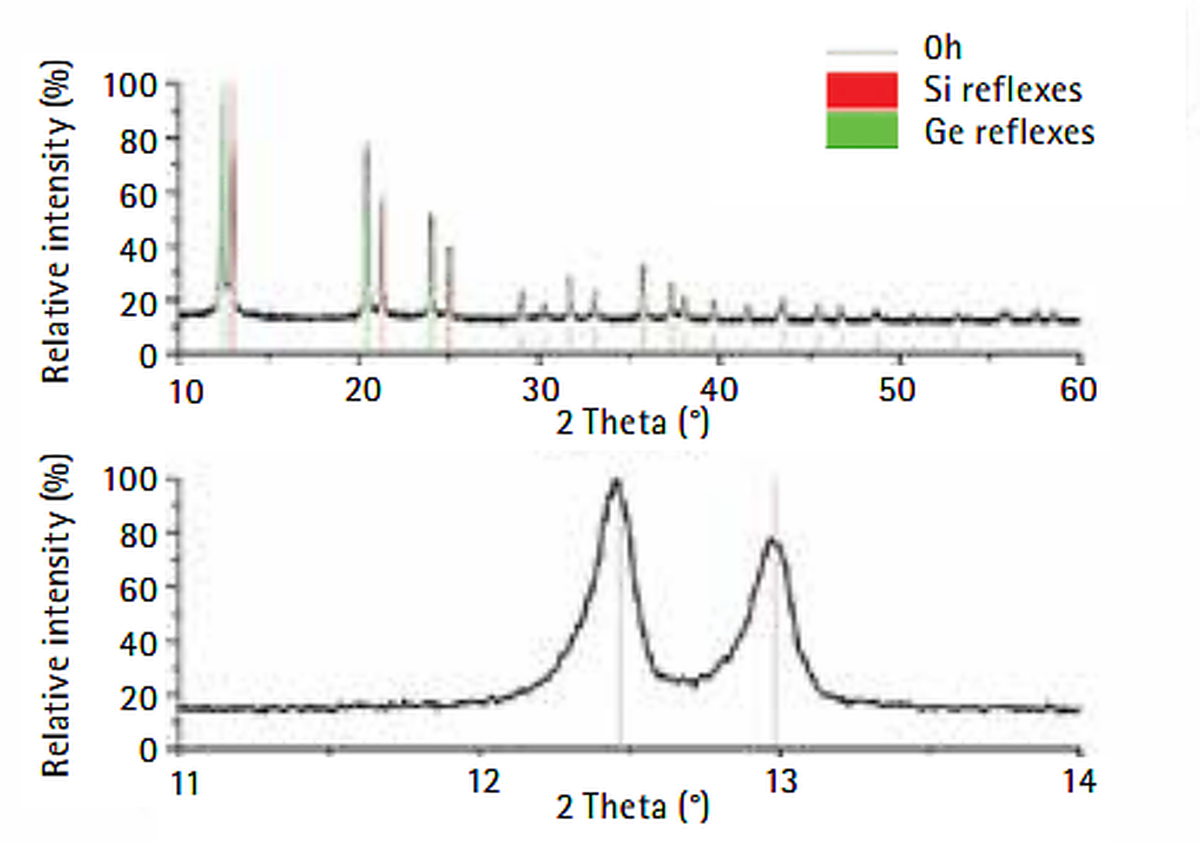
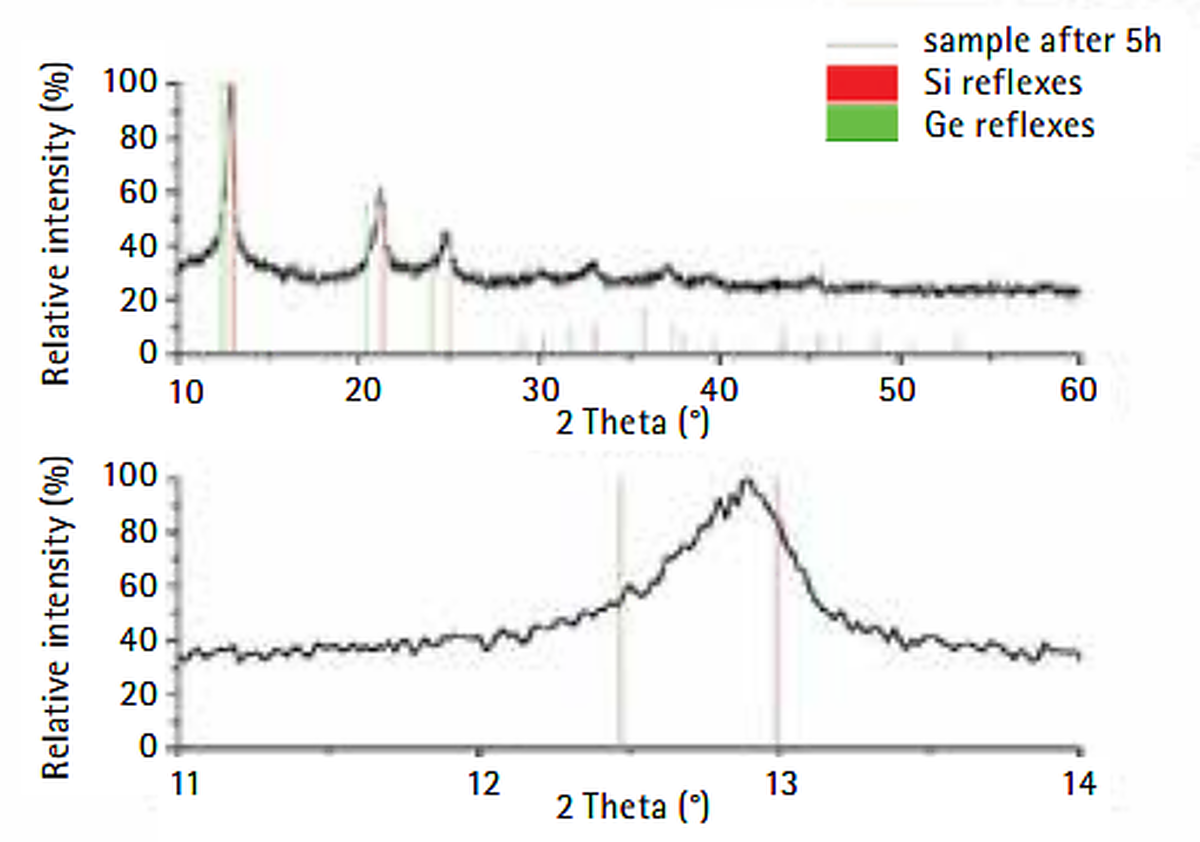
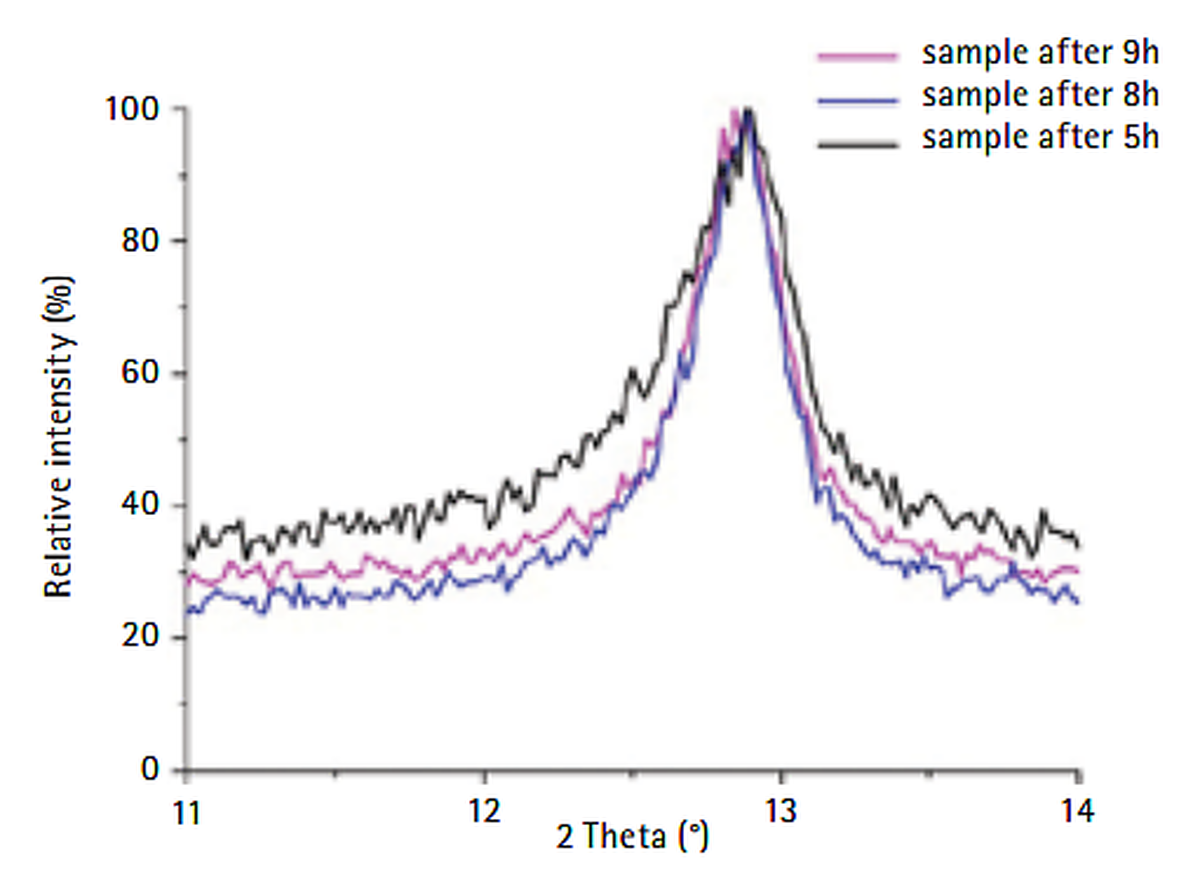
Se mezclaron 3,63 g de Si y 2,36 g de Ge en un recipiente de molienda de carburo de tungsteno de 50 ml, utilizando ocho bolas de molienda de 10 mm, con una relación muestra-bola de 1:10. Inicialmente, el Si y el Ge tenían un tamaño de partícula de 1-25 mm y de 4 mm respectivamente. Tras una molienda de 20 minutos a 2000 rpm, ambos se pulverizaron sin apelmazarse. La aleación mecánica se llevó a cabo durante nueve horas a 1200 rpm, en intervalos de molienda de una hora seguidos de pausas de un minuto para invertir la rotación y evitar que se apelmazaran. El material de partida se midió con la difracción por rayos X (DRX), mostrando los patrones de líneas distintivos del Si y del Ge, que se desaparecieron con el tiempo. Durante todo el proceso, los componentes de la aleación permanecieron en forma de polvo y la temperatura del Emax se mantuvo por debajo de los 30 °C. Al cabo de nueve horas, el polvo todavía era cristalino con presencia escasa o nula de material amorfo.

 aleado mecánicamente al cabo de 5 h")
 de un polvo de FeTaCu aleado mecánicamente al cabo de 20 h (vista superior)")